一、什么是冷擠壓鋼筋套筒?
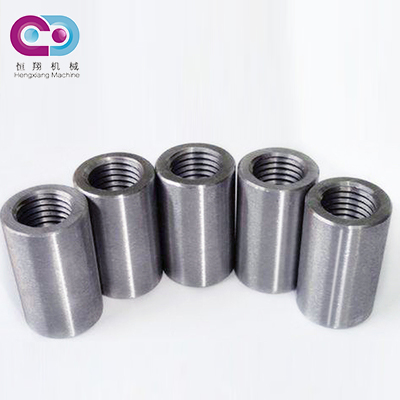
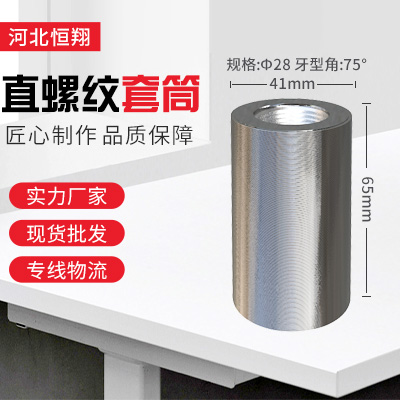
冷擠壓鋼筋套筒是一種通過機械擠壓方式將兩根鋼筋牢固連接的金屬構件,屬于鋼筋機械連接技術中的第三代連接工藝。其基本原理是:將待連接的帶肋鋼筋端部插入25號鋼套筒內,利用擠壓機對套筒施加壓力,使其發生可控的塑性變形。變形后的鋼套筒內壁緊密嵌入鋼筋表面的縱橫肋紋中,形成可靠的機械咬合,從而實現鋼筋的等強度連接。該方法主要適用于直徑16~40mm的Ⅱ級、Ⅲ級帶肋鋼筋,具體可分為徑向擠壓與軸向擠壓兩種方式。

二、工作原理
冷擠壓鋼筋套筒的核心原理可概括為“塑性變形 + 機械咬合”,具體流程如下:
套入鋼筋:將兩根待連接鋼筋的端部分別插入鋼套筒內;
施加壓力:使用液壓擠壓機對套筒沿徑向或軸向施加規定壓力;
塑性變形:鋼套筒在巨大壓力下發生永久塑性變形,其內壁材料被壓入鋼筋的橫肋間隙中;
形成咬合:變形后的套筒與帶肋鋼筋之間形成緊密的機械咬合結構,實現拉力與壓力的高效傳遞。
在擠壓方式上,徑向擠壓(目前主流工藝)一般從套筒中間向兩端依次擠壓;軸向擠壓則屬于較新技術,沿鋼筋軸線方向從套筒兩端向中間擠壓,使套筒內壁與鋼筋橫肋產生軸向機械咬合,尤其適用于狹小空間作業。源頭工廠河北恒翔金屬制品有限公司的軸向冷擠壓套筒技術很成熟。

三、核心優勢
連接強度高:采用冷擠壓鋼筋套筒制成的接頭,其強度可達到甚至超過鋼筋母材本身,實現“斷于母材”的理想破壞模式,全面優于國家一級接頭標準。
施工效率快:連接一根鋼筋僅需約9秒,而傳統焊接單根耗時約40分鐘,效率提升顯著。
環境適應性強:屬于純物理冷加工,無需明火,不受風雨、低溫等惡劣天氣影響,可全天候施工。
節省材料與人工成本:無需預留搭接鋼筋,避免材料浪費;操作簡單,單人即可完成,降低了人工與機械成本。
容錯率高:對鋼筋的輕微錯位具有良好的適應性,施工過程更加便捷可靠。
四、主要應用領域
憑借上述優勢,冷擠壓鋼筋套筒已被廣泛應用于核電站、跨海大橋、地鐵隧道、高層建筑、水利工程等對結構安全要求極高的“超級工程”中。例如,在廣東獅子洋大橋等世界級項目中,該技術已在狹窄施工空間內得到成功驗證。
五、參考行業標準
冷擠壓鋼筋套筒的生產與施工應遵循以下現行行業標準:
JGJ 107-2016《鋼筋機械連接技術規程》
JGJ 108-96《帶肋鋼筋套筒擠壓連接技術規程》